高精度段付シャフトの角部R形状の設計変更によるコストダウン
検索:
特注ストレート
シャフト
特注ピン
多段付シャフト
異形状シャフト
偏芯シャフト
ロッド棒削りだし部品
その他
精密ピン・シャフトとは
精密ピン・シャフトの
設計トラブル
精密ピン・シャフト
VAVE設計ポイント
技術者の
つぶやき集
加工技術情報
材料情報
製品別情報
HOME
>>高精度段付シャフトの角部R形状の設計変更によるコストダウン
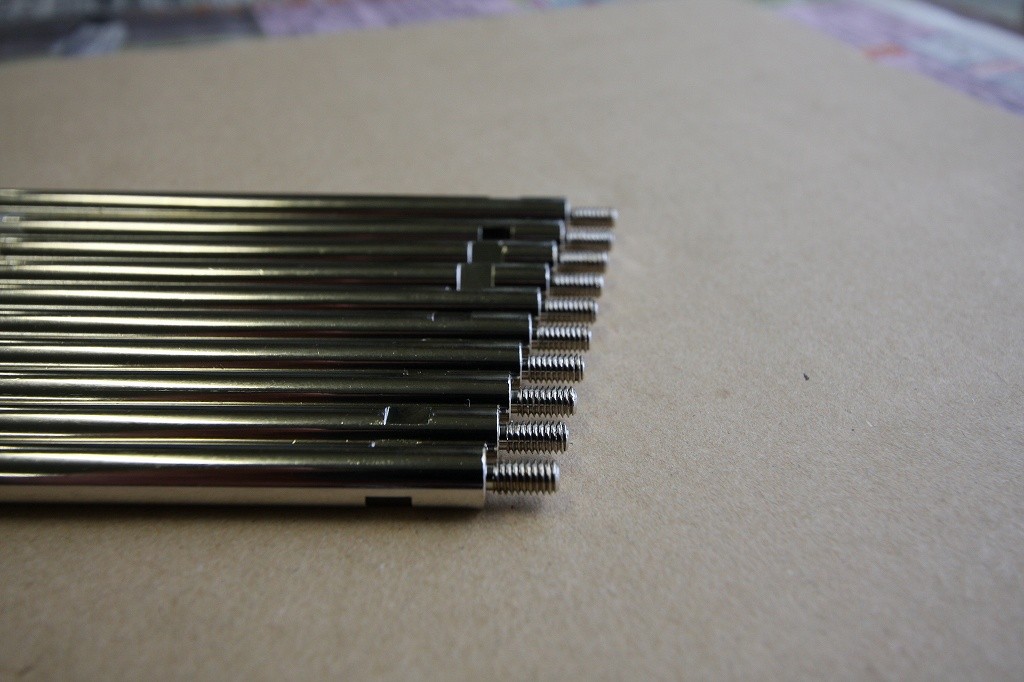
高精度段付シャフトの角部R形状の設計変更によるコストダウン
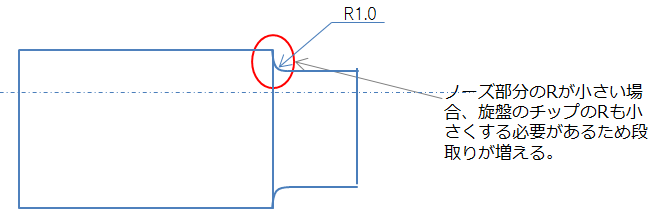
高精度段付シャフト部品において、上図にはR形状部分にR1.0の指示が入っています。
一般に高精度段付シャフト部品の角部分は旋盤のチップのRに応じたR形状がつくため、R1.0の角部を作るためには工具をR1.0に応じた工具をつけて加工する必要があり、納期とコストが増大してしまいます。
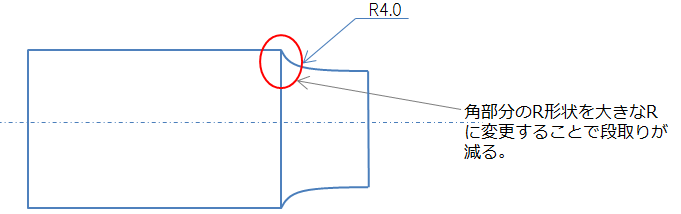
高精度段付シャフト部品において、角部分のR形状をたとえば、R0.4として設計変更することで、納期短縮と加工コスト削減を実現が可能です。
高精度シャフト部品の角部分を工具に合わせてR0.4として設計することで切削工具交換の工数が減るため、納期短縮と加工コスト削減を実現することができます。
高精度段付シャフト部品の設計において、角部分の形状を設計変更することで納期短縮とコストダウンを実現することができます。
旋削加工における高精度段付シャフトの角部分の加工は形状を作り出すために、小さなR形状のチップを用いる必要があります。
設計変更により角部分のR形状を大きくすることで。大きなR形状のチップを用いた効率的な加工が可能になります。